Tungsten-free cemented carbides

Description
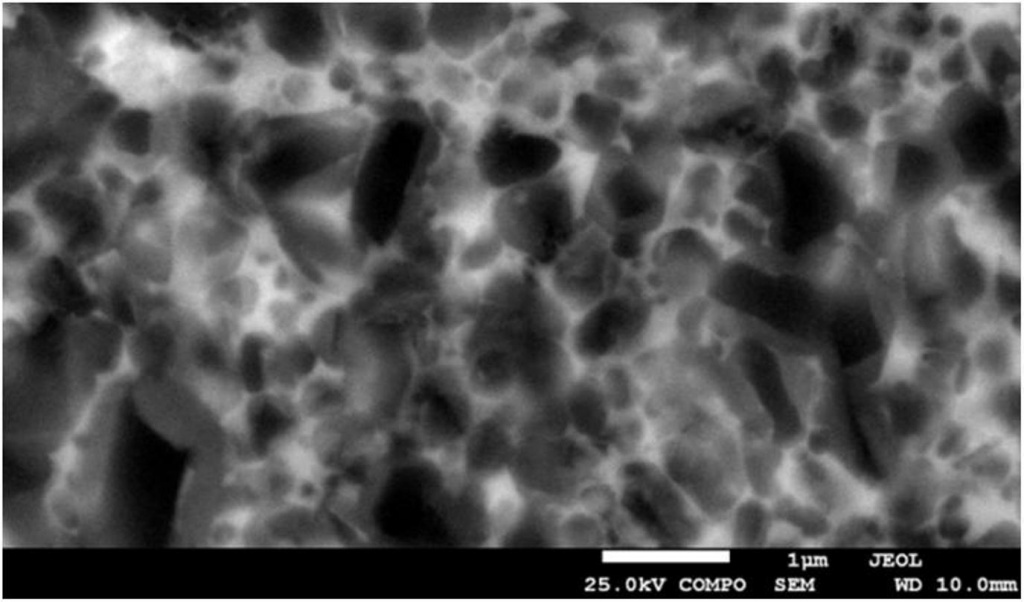
Tungsten-free cemented carbides (TFCC) or cermets are materials based on alternative high-melting compounds (as compared to standard tungsten carbide, WC), typically, titanium carbide or titanium carbonitride in metallic binder phase (Ni and/o Co), possibly with toughening additives (transition metals of IV to VI group, e.g. Мо, W, Cr, Nb, etc.). Cermets combine the advantages of ceramics (excellent hardness and resistance to wear and oxidation, as well as low adhesion to the workpiece material), and metals (strength and impact resistance). The important advantage of TFCC is their microstructure that contains the so called К-phase which is a complex carbide phase that forms a rim around each carbonitride particle core and forming a strong bond between these hard phase particles and ductile binder metal. These materials also more lightweight as compared to standard WC-based hard metals.
The Austrian Plansee company was the first in the world to patent a cermet material (TiC, Mo2C, Ni/Сo,Cr) in 1931, but te original material found only limited application due to its poor strength. It was only in 1959 when the USA-based Ford Company announced the possible applications of cermet cutting tools for some machining operations, which gave an impulse for extensive research in this field. USA started the industrial-scale production of cermets in 1966. USSR has developed its first TFCC material in the 1960-ies when the VNIITS institute has developed its “ТМ” material. The most popular TFCC grades in the USSR were TN20 (TiC-based) and KNT16 (TiCN-based), but these grades suffered from limited strength and non-reproducibility of parameters.
Building of the success if the still popular above grades, VIRIAL improved and optimized the processing technology by using the state-of-the-art equipment (e.g. Sinter-HIP furnaces by PVA TePla, Germany), and established industrial production of TFCC for two major application areas: tribotechnical and machining applications. Each area places its own demands for the materials, so the processing technology for these two cermet grades sharing similar composition had to be adapted according to the specific applications. Besides, VIRIAL also develops new proprietary cermet grades with performance parameters comparable to the best market-available substitutes.
Applications
VIRIAL company has developed the processing technology for high-quality KNT16Tribo and KNT20Tribo cermet grades for tribotechnical applications, different in metallic binder phase contents and, consequently, different hardness/wear resistance ratio and strength values. The main applications for these grades are radial slide bearings for pumps handling various liquid media, both at low temperatures and at near boiling point: seawater, formation liquid during oil and gas production, abrasive-containing water, various salt-containing solutions (e.g. molten snow from the streets), etc., under relatively low applied load.
Advantages of VIRIAL tribotechnical cermet grades:
1. High strength, based on the microstructure control (amount and composition of the K-phase) , and vacuum/Sinter-HIP processing technology that yields virtually pore-free materials. High strength of the carbides leads to lower fracture probability for the tribotechnical assemblies during assembly and operation.
2. Stable low friction ratio due to micron grain size of the hard phase and special processing of the operating surface lowers overall energy consumption.
3. Limitations of these cermets include lower ultimate operating loads supported by cermet-based tribotechnical assemblies (as compared to the WC-based hard metals), that are due to the lower Young modulus and lower thermal conductivity of these cermets.
Tribotechnical cermets by VIRIAL are a viable alternative to the WC-based hard metal tribotechnical assemblies for applications involving no extreme loads.
| Parameter | Material | ||
| КNТ16 | КNТ20 | VK8
| |
| Density, g/cm³ | 6,0 | 6,2 | 14,6 |
| Transverse rupture strength, MPa | 1800 | 2000 | 1670 |
| Young modulus, GPa | 430 | 400 | 600 |
| Rockwell hardness, HRA | 91,0 | 90,0 | 87,5 |
| Fracture toughness, MPa m½ | 10 | 11 | 14 |
| Thermal conductivity, W mˆ(-1) x Кˆ(-1) | 20 | 24 | 50 |
| Thermal expansion ratio, 10ˆ(-6) x Кˆ(-1) | 8,5 | 9,0 | 5,1 |
| Coefficient of friction in the water | 0,01 | 0,01 | 0,01 |
| Ultimate unit workload*, MPa
| 2,0 | 2,0 | > 4,0 |
| Seawater corrosion resistance level | 4 | 4 | 4 (stable) |