Cermets

Description
Advantages of VIRIAL cutting cermets:
1. Higher wear-resistance based on extreme hardness of titanium carbonitride and К-phase, as well as on the composition of the binder phase that contains both metals and solid carbide solutions.
2. Outstanding oxidation resistance due to the significant contents of nitrogen and niobium and/or tantalum.
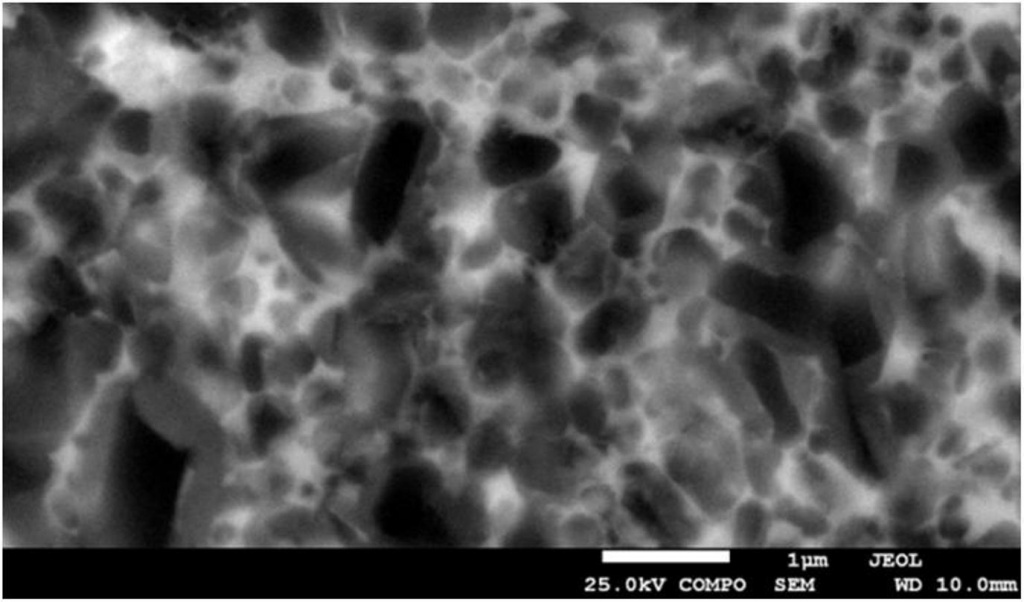
3. High strength and impact resistance based on controlled cermet microstructure and vacuum/Sinter-HIP processing technology that yields virtually pore-free materials.
4. Minimum roughness of the workpiece surface due to the micron grain size and minimum adhesion between cermet and workpiece material.
As compared to WC-based hard metals, cermets offer better resistance to wear and chip material buildup. For even better wear resistance protective coatings are deposited on cermets by PVD technique.
VIRIAL possesses optimized processing technology for high-quality cutting cermets of the popular Russian grades КNТ16 and TN20, as well as new proprietary grades VTS36, VTS3615 (TiN-coated) with excellent wear-resistance and parameters comparable to best market-available substitutes.
Applications
TN20 grade is a substitute for standard Т30К4 and ТI5К6 grades for finishing and semi-finishing continuous turning of low-alloyed, structural, and carbon steels, and non-ferrous metals and alloys based on Cu, low-alloyed Ni, grey cast iron and PET, as well as for finishing and semi-finishing end milling of cast iron parts.
КNТ16 grade is a substitute for standard Т15К6 grade, and, partially, for VK8, Т14К8, Т30К4, and Т5К10 grades for semi-finishing and semi-roughing continuous turning of low-alloyed, structural, and carbon steels with НВ ≤ 270, as well as steels with HRC 36 to 40, or 34 to 43, non-ferrous Cu-based and low-alloyed Ni alloys, including machining under variable cross-section of the cut, finishing and semi-roughing milling of grey cast iron and malleable cast iron parts, finishing milling of low-alloyed, alloyed structural, and carbon steels. Optimal cutting parameters for the above materials are: cutting speed: 48 to 305 m/min, feed: up to 0.8 mm/rev (for milling operations feed up to 0.13 mm/tooth), depth of cut: up to 4 mm.
VTS36 cermet is used for finishing and semi-finishing of carbon and low-alloyed steels at high – to –medium cutting speeds, and for continuous finishing of stainless steel and cast iron grades.
VTS3615 cermet with PVD coating offers improved wear-resistance. This grade is optimal for finishing of carbon and alloyed steels.
| Parameter | Material | ||
| ТN20 | КNТ16 | VTS36 | |
| Cutting group on ISO | Р01 - Р10 | Р10 - Р20 | Р10 - Р20, М10, К01 |
| Chemical analysis | TiC-Ni(Mo) | TiCN-Ni(Mo) | TiCN(WC, NbC)-Co(Cr) |
| Сontent of metal binder, wt% | 16,0 | 19,5 | 16,0 |
| Microstructure feature size | 1 - 2 | 1 - 2 | 0,8 - 1,3 |
| Density, g/cm³ | 5,8 | 6,0 | 6,8 |
| Transverse rupture strength, MPa | 1600 | 1800 | 2200 |
| Rockwell hardness, HRA | 92,0 | 91,5 | 92,0 |
| Vickers’ hardness, GPa | 16,0 | 14,0 | 16,0 |
| Fracture toughness, MPa m½ | 8 - 10 | 8 - 11 | 10 |